Application Story Center
![]()
|
Application: D4-440 PLC and input/output and relay modules wash cars and give change at self-serve car wash Products used: D4-440, D4-16NE3 input module, D4-16TR output module, F1-130DR relay output module Description: Knowing almost nothing about programming, I taught myself enough ladder logic to control a six bay self-serve car wash with a D4-440 PLC and D4-16NE3 input and D4-16TR output modules. The system controls all aspects of the wash, including the choice of service, counting the coins and measuring time. I also added safety features to protect the motors, to watch for low water pressure or no water, and to watch for failure of 3 ph. The PLC also controls the weep system when the temperature drops below 32 degrees and controls the low pressure applications, foam brush, pre-soak and tire cleaner. Depending on the temperature, the system switches winter soap with summer soap in the foam brush. This alone saves a lot of money since freezing only occurs for a few hours a night. A separate bill changer system uses a F1-130DR relay output to read the bill denomination from the bill validator while an electric hopper dispenses change. Submitted by: |
| Application: Network of DL405 and DL205 PLCs keep the beer flowing at brewery Products Used: DL440 PLC, DL240 and DL250 PLCs, high speed counter module, analog modules, Ethernet communication modules Description: A network of DL405 and DL205 PLCs monitor and control the delicate process of producing quality beverages at the Ringwood Brewery in England. The Brew House system consists of a D4-450 CPU, 32 digital and 56 analog I/O, high speed counters, an Ethernet link and multiple communications to three touch screen HMIs. The PLC controls chemical dosing, water flowrates and temperatures, and steam boiling controls. In the Tun Room, a DL440 PLC performs fermentation and cooling of fermentation vessels, as well as gycol plant monitoring.The high speed counters, digital and analog I/O supply information to the D4-440 CPU connected to a touch screen operator interface. The cask filling process uses DL240 and DL250 based nodes totaling 128 digital and 8 analog I/O, as well as four high speed counters. Ethernet modules in each PLC provide a network for high-speed exchange of data and control information. A master HMI software package automatically trends and records all temperatures, flows and levels throughout the plant.. All PLCs in the system can also be accessed remotely via dial up networking. Submitted by: |
| Application: DL405 performs hot wax transfer management for a corrugated box wax curtain coater Products Used: DL405 PLC, various I/O, DV-1000 operator interface Description: Control system produces a finished paper product intended for coldpack and freezer extremes. Machine production has doubled since the implementation of the DL405 control system! 8 slot backplane includes: 2-16 pt 120v in, 1-16 pt 120v out to control and supervise several motors and valve actuators, 1-8 pt relay to control existing machine entities (from existing machine power), one 16pt simulator card for manual force functions. The unique part of this system is that 2-8pt thermocouple cards are used for level control. It has been found in the industry that this specific wax is very difficult for various industry standard level sensors and devices to detect reliably and consistently. This process includes 7 process tanks, the first being bulk railcar delivery. From bulk storage, the wax is conveyed to various other tanks for temperature conditioning prior to delivery to the curtain. The DL405 dictates the filling of these through the T/C card data. In each tank, we simply installed 2 thermocouple probes, one being much longer than the other. When we see a mean indifference between the two temperatures, we know the tank is low. We also have a probe sampling ambient temperature so we know what type of offset to apply during marginal plant ambient temperatures. The DV-1000 continually and automatically scrolls various machine temperatures and conditions and reports statuses to the operator in English, without any intervention necessary. Submitted by: |
|
Products Used: D4-450 PLC, D4-16NA, D4-16TA, F4-08AD, F4-08THM, D4-08TR, FA-24PS, LookoutDirect HMI, GH15DN-3-10A, GH15FT-3-00A contactors
Submitted by: |
| Application: DL405 makes hay whether the sun shines or not Products Used: DL405 and DL305 PLC systems
Submitted by: |
|
Application: DL440 PLC operates and monitors municipal water treatment plant Products Used: DL440 PLC, D4-16TA AC outputs, D4-16NA AC inputs, D4-16TR and F4-08TRS-2 relay outputs Description: This application controls and monitors the operation of a municipal water treatment plant. The software was written using Visual Basic 6.0 for the 20+ MMIs (operator interfaces), and ladder logic was developed using the DirectSOFT programming package. The system allows the operators to control every piece of equipment in the plant. This includes all pumps' lowlift, highlift, backwash, sludge and chemicals. The operator can see and change the dosages for 6 chemicals. The filters can be fully controlled in either auto based on flow, LOH of time or manually. The system has a data logger that logs all needed data at a time selected by the operator. There is also a program that allows laboratory data to be input and compared to online instruments, and that saves the values and deviations to a Microsoft Access database. The system has alarms with criteria editable by the operator. The system can be accessed via modem, the Internet or by direct dialup. Submitted by: |
|
Application: DL450 PLC controls inline blending system to produce Marine fuel oil Products Used: DL450 PLC, RTD input module, high speed counter module, analog output module, digital I/O, Optimate 1500 Description: The inline blending control system is designed to control the proportioning of gas oil into a stream of Marine fuel oil, not to exceed 380 centistokes in viscosity at a reference temperature of 50°C to the product. The OP1500 operator interface will permit the operator to enter / view the following parameters:
Operational details: During the blending process, the pulse output from the master flowmeter is read, then corrected by the temperature compensator (programmed in the PLC logic) which uses the RTD input as a reference. This results in a modified pulse value which represents the product volumes at base temperatures. The modified pulses are scaled down by a ratio controller (programmed in the PLC logic), then compared with the flow pulses from slave line. Any deviation between the two produces a 4-20mA signal which corrects the slave flow via the slave control valve, using the built-in PID function in the DL450 instruction set. Submitted by: |
|
Application: DL450 PLC controls a salad washing machine Products Used: D4-450 CPU, various analog and digital I/O
Submitted by: |

 Description:
The D4-450 PLC and LookoutDirect runs Reliability Life tests on (8) individual
water heaters to verify element life. System also controls a refrigerated
test chamber where (18) glass tube defroster heaters go through a rapid
cycle life test. A total of 12,600 watts of heat is generated during the
3.5-minute heat cycle. The average test chamber temperature is maintained
to 38 degrees F throughout test cycles. A second refrigeration unit (3-ton
unit) is controlled by the test system for water spray during the heat
cycle. The average water temperature is maintained to 38 degrees F. The
test system monitors and controls (4) variable transformers for input
test voltages and regulates voltages to +/- 1 volt of setpoint voltage.
System also monitors and records (14) Temperature points, (34) voltage
points, (26) current points, (26) wattage points and (26) resistance points,
along with water flow and water pressure. Data such as total cycles, burn
hours, temperatures, currents, wattage and test voltages is stored in
Excel spreadsheet format from LookoutDirect.
Description:
The D4-450 PLC and LookoutDirect runs Reliability Life tests on (8) individual
water heaters to verify element life. System also controls a refrigerated
test chamber where (18) glass tube defroster heaters go through a rapid
cycle life test. A total of 12,600 watts of heat is generated during the
3.5-minute heat cycle. The average test chamber temperature is maintained
to 38 degrees F throughout test cycles. A second refrigeration unit (3-ton
unit) is controlled by the test system for water spray during the heat
cycle. The average water temperature is maintained to 38 degrees F. The
test system monitors and controls (4) variable transformers for input
test voltages and regulates voltages to +/- 1 volt of setpoint voltage.
System also monitors and records (14) Temperature points, (34) voltage
points, (26) current points, (26) wattage points and (26) resistance points,
along with water flow and water pressure. Data such as total cycles, burn
hours, temperatures, currents, wattage and test voltages is stored in
Excel spreadsheet format from LookoutDirect.  Description:
Steffen Systems manufactures automated hay compression equipment. The
machine takes a large 1500 lb. bale of hay, cuts it into 3 slabs, weighs
each slab into a loading portion, then compresses it to about one third
its original length with 1,000,000 lbs. of force. The machine reties the
resulting bale with new twines, then transfers the bale into another cutting
box, where it is cut again into 3 pieces. This results is a 60 lb. bale
about 2-3 times as dense as a regular bale. This allows a customer to
load a 40 foot ocean container with over 30 tons of hay, rather than the
10-13 tons that would normally fit. The current Asian market is buying
about 3,000,000 tons per year which translates into over 100,000,000 of
these mini bales. The machines use about 160 I/O which allows the whole
process to be monitored by one operator. Currently this machine produces
12 of these bales per minute, and we are working on a faster model. We
have used Koyo since the start in 1985 to automate these machines.
Description:
Steffen Systems manufactures automated hay compression equipment. The
machine takes a large 1500 lb. bale of hay, cuts it into 3 slabs, weighs
each slab into a loading portion, then compresses it to about one third
its original length with 1,000,000 lbs. of force. The machine reties the
resulting bale with new twines, then transfers the bale into another cutting
box, where it is cut again into 3 pieces. This results is a 60 lb. bale
about 2-3 times as dense as a regular bale. This allows a customer to
load a 40 foot ocean container with over 30 tons of hay, rather than the
10-13 tons that would normally fit. The current Asian market is buying
about 3,000,000 tons per year which translates into over 100,000,000 of
these mini bales. The machines use about 160 I/O which allows the whole
process to be monitored by one operator. Currently this machine produces
12 of these bales per minute, and we are working on a faster model. We
have used Koyo since the start in 1985 to automate these machines. 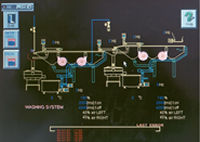 Description:
For controlling the process of washing and drying salad, we used the DL405
series PLC. The salad is fed into the machine by a vibrating belt. The
washers and the dewaterer/drying machine are in separate rooms, called
the "low care" and "high care area" areas. Therefore we used remote I/O
between the sections. The system has about 200 digital I/O and 25 analog
I/O. The system is equipped with 13 frequency controllers that are controlled
by a Modbus connection from the DL450 CPU. The process is very special
because we had to dry the salad, but at the same time the salad must stay
fresh for selling in stores. The customer can operate the machine via
SCADA software on the "high care" side of the machine and with a local
HMI on the "low care" side (see graphic). Both HMI screens have touch
capability. The customer can use Excel to create recipes, which are automatically
visible in the recipe download screen, and these can be downloaded in
the PLC. Depending on the recipe, the system, via the Modbus network,
controls the frequency of control fans, belts and pumps to maintain temperature
setpoints in successive zones.
Description:
For controlling the process of washing and drying salad, we used the DL405
series PLC. The salad is fed into the machine by a vibrating belt. The
washers and the dewaterer/drying machine are in separate rooms, called
the "low care" and "high care area" areas. Therefore we used remote I/O
between the sections. The system has about 200 digital I/O and 25 analog
I/O. The system is equipped with 13 frequency controllers that are controlled
by a Modbus connection from the DL450 CPU. The process is very special
because we had to dry the salad, but at the same time the salad must stay
fresh for selling in stores. The customer can operate the machine via
SCADA software on the "high care" side of the machine and with a local
HMI on the "low care" side (see graphic). Both HMI screens have touch
capability. The customer can use Excel to create recipes, which are automatically
visible in the recipe download screen, and these can be downloaded in
the PLC. Depending on the recipe, the system, via the Modbus network,
controls the frequency of control fans, belts and pumps to maintain temperature
setpoints in successive zones.